
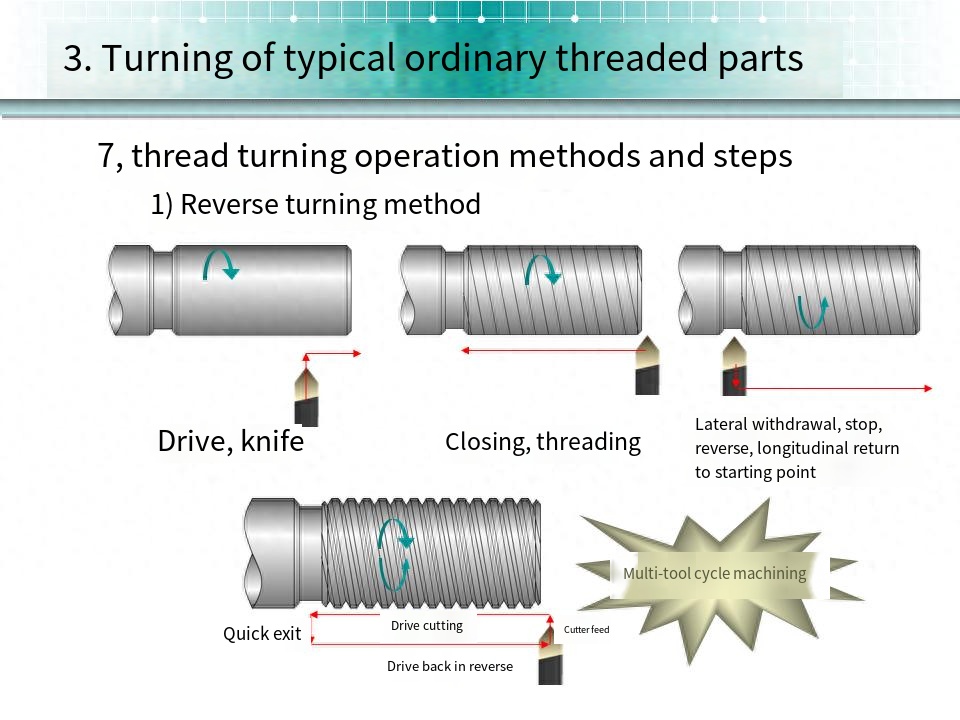
Thread turning is a very common and complicated problem in machining. The requirements of thread turning are higher than other ordinary turning operations, and the cutting force generated during turning is generally large.When turning thread, due to the influence of thread rise Angle, the position of cutting plane and base surface change, so that the front Angle and back Angle of the turning tool are different from the front Angle and back Angle of the grinding tool, which affects the normal turning. When turning threads, if there is a problem in one link, it will have unexpected consequences and affect normal processing, which should be solved in time.1. Gnawing and punching knives(1) One of the reasons for the failure: the tool is installed too high. Turning tool clamping is too high, in cutting, due to the main cutting force generated between the workpiece and the turning tool, the tip of the threaded turning tool is moved downward by the pressure of the workpiece, so that the turning tool is pressed to the maximum outer circle of the workpiece, so that the originally not deep turning tool is more and more into the depth of the workpiece. Thus, the turning depth becomes deeper, and the turning force between the workpiece and the turning tool further increases, resulting in the phenomenon of biting or punching.Solution: The height of the tool should be adjusted in time so that the tool tip is equal to the axis of the workpiece (the tail seat center can be used to set the tool).(2) Fault cause two: the workpiece clamping strength is not enough. When turning threads, the main turning force generated by the workpiece and the tool is the back force (that is, the cutting resistance)Force), consistent with the diameter of the workpiece, at this time the workpiece is subject to an outward force at any time, this force makes the workpiece have the tendency to bend outwards at any time. This causes the workpiece to be turned shallow on one side and deep on the other. When the turning is deep, the turning force increases, resulting in the phenomenon of biting or punching.Solution: The workpiece should be firmly installed, and the tail seat center can be used to increase the rigidity of the workpiece.(3) The third cause of the failure: the rear Angle of the turning tool is small. In the rough turning, the back Angle is small but the turning is deep, and the amount of each cut is not easy to show. However, when the car reaches a certain depth, the amount of the tool is gathered together to produce a large turning depth, so that the turning force between the tool and the workpiece is suddenly increased, so the phenomenon of biting the tool is generated. When finishing, because the left and right turning method is used for turning (that is, turning with a small skateboard feed), the amount of cutting is small, so the cutting force between the workpiece and the turning tool is small, the cutting force generated by the workpiece and the turning tool can not resist the resistance between the back tool surface and the workpiece, so that the turning tool can not turn to the workpiece although the first few cuts are fed before finishing, and a certain tool in the back will suddenly finish the amount of the first few cuts. Resulting in the phenomenon of knife gnawing.[2]Solution: The back Angle of both sides of the thread turning tool should be sharpened. For right-handed threads, the left back Angle is larger than the right back Angle.(4) The fourth cause of the failure: the turning method is incorrect. When turning with the direct drive method, when the tool enters the workpiece deeper, if no measures are taken, the phenomenon of three-edge turning of the thread tool will appear at the same time, resulting in the turning force of the tool being too large and the gnawing or even punching.
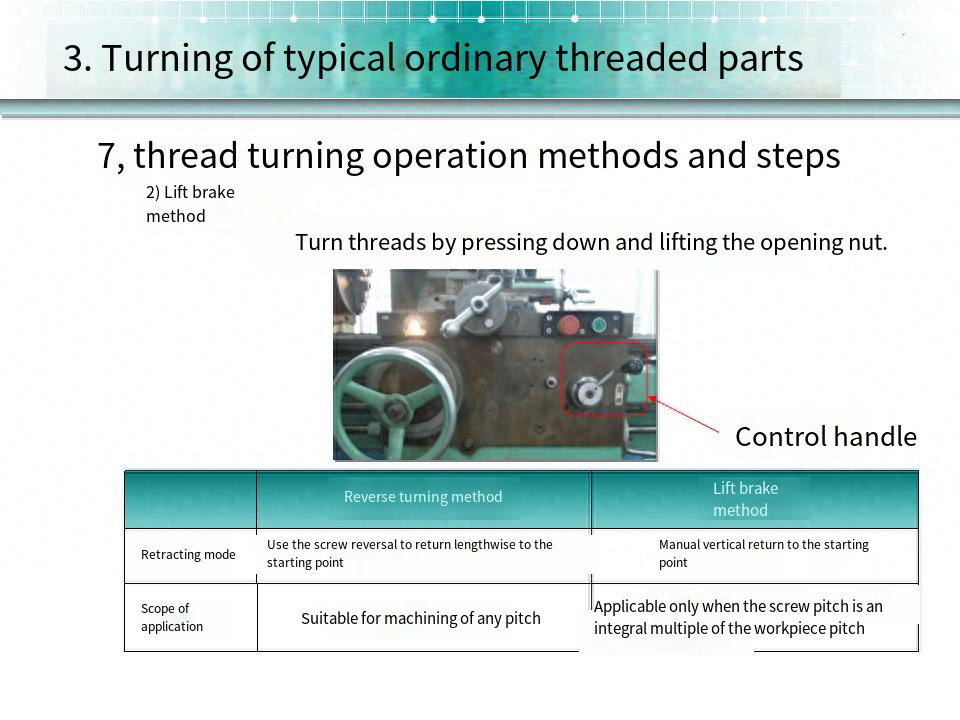
Solution: The left and right turning method or oblique cutting method should be used for turning to increase the width of the spiral groove and avoid the simultaneous turning of the three edges when the thread turning tool is turned.2. Buckle improperly(1) One of the reasons for the failure: the ratio of the screw pitch of the lathe to the workpiece pitch is not an integer multiple. When threading, it takes several feeds to complete. If in the second feed, the tool tip deviates from the spiral groove of the previous feed car, there will be chaotic teeth (chaotic buckle). Because the ratio of screw pitch to workpiece pitch is not an integer multiple, when the first screw groove is finished lifting the opening and closing nut, when the second screw groove is turned, the screw rod turns around and re-press the opening and closing nut, at this time, the workpiece has not turned the integer circle and the turning tool can not enter the spiral groove of the previous feed car, so there is chaos (chaos) phenomenon.Solution: Turn the thread with the method of opening and reversing when turning, that is, at the end of one stroke, do not mention the opening and closing nut, after the turning tool is withdrawn, the spindle is reversed, so that the thread turning tool is returned along the longitudinal direction, and then the second turning.(2) The second reason for the failure: after reloading the tool in the middle of the process, disorderly teeth are generated during turning. In the thread turning, when the rough turning is finished, the tool has been seriously worn, can not carry out the next fine turning, need to reload – a new thread turning tool. The remounted tool cannot be installed in the exact same place as the original turning tool, so the tool needs to be re-aligned. If the knife is not turned, but the knife is shaken to the spiral groove in the parking state, when turning, it will occur chaos.Solution: After the tool is installed, the opening nut is pressed down, the lathe is turned, so that the turning tool along the outer surface of the workpiece into the spiral groove has been parked, the knife shake into the spiral groove, if the knife does not enter the spiral groove, then turn the small skateboard so that the thread turning tool into the spiral groove has been coarse, the lathe can not be reversed when the knife is set. If the chuck stops after a slight reversal when stopping, the tool can not be set at this time, the lathe should be restarted to make the screw turning tool continue to move forward, stop, and then shake the skateboard and small skateboard to make the screw turning tool enter the spiral groove, so that the tool is correct.[2]3. The pitch is incorrect(1) One of the reasons for the failure: the thread is incorrect on the entire workpiece. The reason is that when selecting the handle of the feed box, the correct position of the handle should be selected is wrong, so that the wrong position of other pitch handle is selected when the handle of the feed box is pulled, and the pitch of the car is changed into other pitch.Solution: Carefully observe the data marked on the nameplate of the lathe feed box, and correctly change the position of the handle of the feed box. And turning a very shallow helix on the workpiece, using calipers or thread templates to measure the pitch, observe whether the pitch is correct.(2) Fault cause two: local incorrect. The reason may be: the axial movement of the lead screw and the main shaft is too large. The handwheel rotation of the slide box is unbalanced. The gap between opening and closing nuts is too large. The opening and closing nut lift automatically during turning.Solution: Adjust the axial momentum of the spindle and the lead screw, pull out the handwheel of the slide box to remove it from the drive shaft, make the bed saddle move evenly, and hang heavy objects on the opening and closing nuts to prevent lifting in the middle.
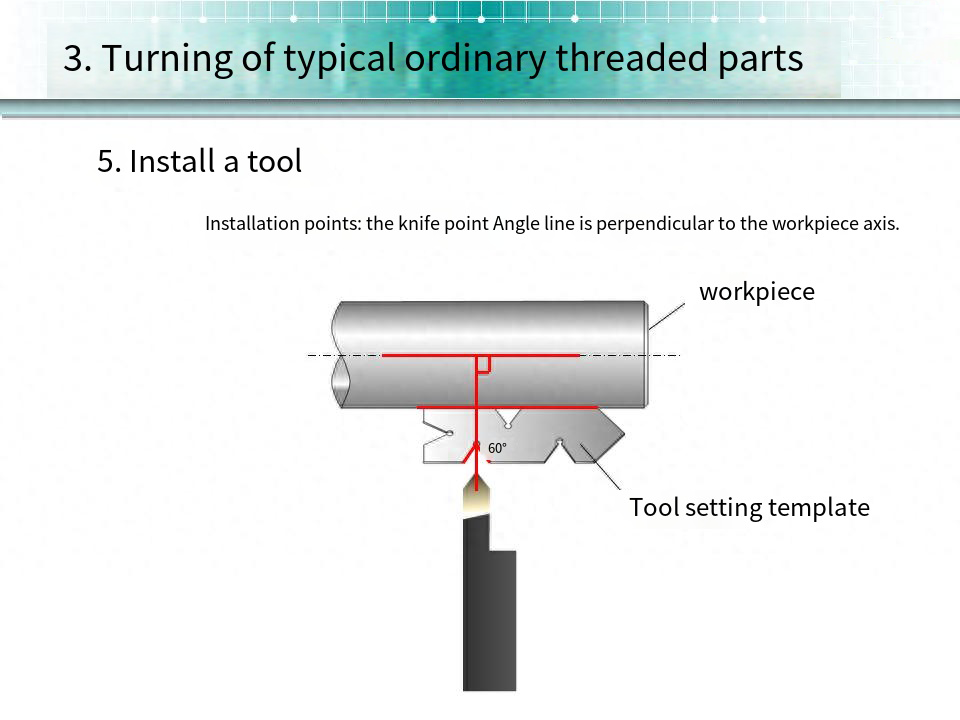
4. The middle diameter is incorrect(1) One of the reasons for the failure: the turning depth is not correct, and the correct tooth height is not produced.Solution: According to the tooth height calculation formula, calculate the number of slots that the slide should enter.(2) The second cause of the fault: the tool installation error, so that the thread out of the two teeth half Angle is not equal, resulting in crooked teeth (commonly known as inverted teeth), with the ring gauge test turning, resulting in the ring gauge does not go on to repair the tooth side, until the middle diameter of the wrong, the rule can screw in when the stop gauge can also screw in.Solution: Install the tool with the tool template, so that the Angle bisector of the thread tool is perpendicular to the workpiece shaft.[2]5. The thread surface is roughThe reason for the failure: the cutting edge of the turning tool is not polished, the cutting speed is fast, and the Angle of the turning tool is small, and the cutting process produces vibration.Solution: Use the oil stone to refine the cutting edge of the turning tool to eliminate the burrs produced when sharpening the tool; Choose a slower cutting speed and add sufficient cutting fluid when using high speed steel turning tools; Adjust the insert of lathe saddle plate and small and medium slide dovetail guide rail to ensure the accuracy of the clearance of each guide rail and prevent vibration during cutting; The back Angle of the thread finishing tool should be sharpened, not only to make the tool sharp, but also to reduce the cutting caused by the small back Angle during turning, so that the turning is smooth, reduce the friction between the turning tool and the workpiece, so that the surface quality of the tooth side is better guaranteed.[2]In short, there are a variety of faults in the operation of thread turning on the ordinary lathe, and it is necessary to analyze the specific situation and take appropriate measures to solve the problem.[2]
Post time: Oct-07-2023